The goal of manufacturing is to convert raw material into useful products. There are many types of manufacturing processes to meet that requirement. For example, the process of melting raw material and pouring it into a premade cavity called casting. The process of joining two items is known as welding or joining. In forming process, raw material will be formed into the desired shape following requirement by applying external pressure.
Basically, all these processes are one type of manufacturing process. Machining or metal cutting is another example, in which material is cut to a specific shape to have the desired product.
Definition of metal cutting
Machining is one of the secondary manufacturing processes, in which excess material is taken out by shearing from a pre-formed blank in the form of chips using a wedge-shaped cutting tool to get desired shape, finish and tolerance.
Machining is also known as metal cutting, however, it can also cut other materials such as wood, plastics, ceramics, etc.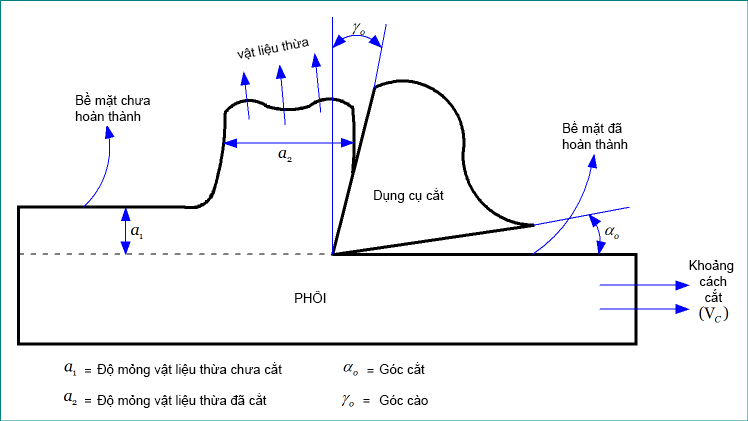
This is the conventional machining process. The figure is drawn on Orthogonal Plane, and thus the suffix ‘O’. It must be noted that the uncut chip thickness (a1) is always lesser than chip thickness (a2). Also, the clearance angle must have a non-zero positive value (usually ranges between 3º to 15º) and the rake angle may be positive, negative, or zero (usually ranges between –30º to +15º).
Machining processes
There are hundreds of machining processes to machine a wide range of materials and satisfy market demand. All these machining operations have different capabilities to manufacture surfaces with different characteristics. Here are a few common machining processes:
- Turning: Primary aiming of turning is to reduce the diameter of cylindrical job. It utilizes a single-point cutting tool, named SPTT, to gradually remove the excess layer of material from work surface. This process is performed in a machine tool called Lathe. Among necessary cutting parameters, cutting velocity is imparted by the rotation of the workpiece, while feed rate and depth of cut is imparted by the longitudinal and transverse motion of the cutting tool, respectively.
- Milling: If turning is used to produces cylindrical surfaces, milling is used to make flat or stepped surfaces. The milling process used a multi-point cutting tool. Here, the necessary cutting motion is imparted by rotation of cutter, while the feed and depth of cut are provided by moving the workpiece in the intended direction. With the innovation in milling technique, shaping, planing and slotting operations are mostly superseded by milling.
- Facing: It is applied to make a surface flat and substantially smooth. Facing can be performed in lathe (for cylindrical workpiece) or in milling machine. In general, regardless of the machine tool utilized for operation, facing always produces a flat surface.

- Drilling: The purpose of drilling is to create holes in a surface in any orientation. It utilizes a double-point cutting tool called drill. Like milling, rotation of drill provides required cutting motion, while the movement of the table provides the necessary feed and depth of cut.
- Boring: It is performed to enlarge a hole. Therefore, it can increase the diameter of an existing hole (either drilled or cast). Normally, boring is performed after drilling to enlarge the drilled hole and to improve dimensional accuracy. The boring tool is usually a single point cutter and it can be performed in a drilling machine or in a dedicated boring machine.

- Knurling: This process is used to reduce the chances of slippage while gripping. Such surface can be produced by knurling operation using a form tool called knurl (multi-point cutter).
- Grinding: It is actually one abrasive cutting process where a grinding wheel (made of abrasive grains) is used to remove a thin layer of material from work surface. It is performed in grinding machine. Although there are differences between machining and grinding, grinding is also one of machining process that can make the surface smoother.